全国咨询热线
177 7331 8062

电 话:177 7331 8062
传 真:0731-28828378
地 址:湖南省株洲市荷塘区金山工业园枫丹南路18号
网 址 : www.007ln.com
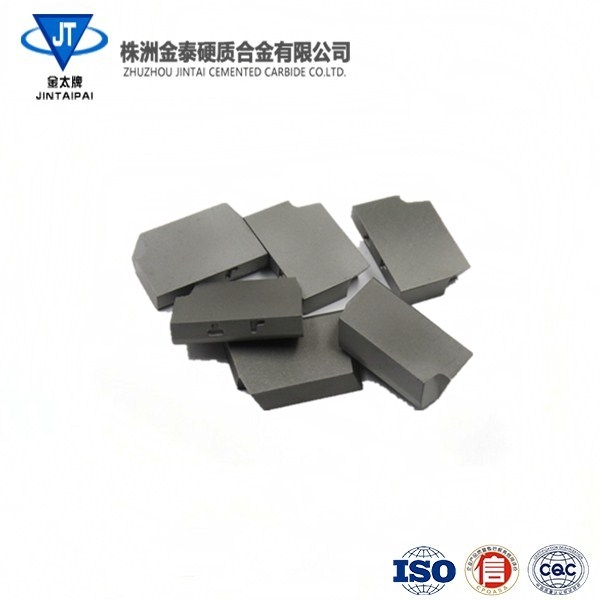
木工刀具焊前准备工作:
(1)焊前先检查硬质合金是否有缺陷。焊接面必须符合图纸技术要求,保证合金与基体之间有平行的缝隙,才容易保证焊接质量。
(2)对硬质合金焊接面进行喷砂处理或者打磨处理,去除钎焊面上的氧化层和油脂,保证钎料液化后容易润湿硬质合金,避免发生虚焊甚至脱焊现象。
(3)焊接前检查钢基体上的焊接面是否符合图纸技术要求。钢基体也要进行喷砂处理,并且清洗去除油污。干燥后再进行焊接。
(4)钎料事先裁剪下料,并用酒精或汽油清洗;有特定要求的钎料形状应与焊接面相仿。
( 5)实践经验证明:钢基体的焊接位局部如果没有高硬度要求的,应确保焊接区域的低硬度初始状态或对整体淬火胚料的局部进行高频局部退火处理,这样能减少钢基体淬火应力对焊缝质量的影响;如果钢基体存在淬火应力,钎焊加热再产生应力,综合作用很容易出现硬质合金变形、开裂或焊缝开裂及硬质合金脱落等质量问题。

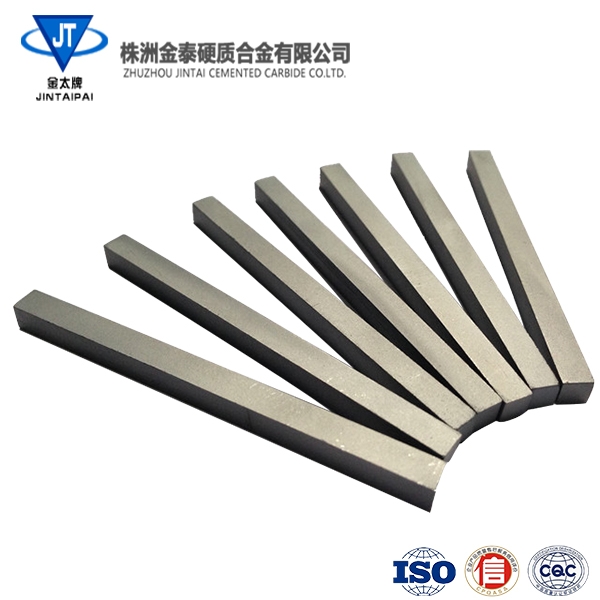
钎焊过程及工艺参数:
(1)加热速度对焊接质量有明显的影响。
(2)实践证明钎焊操作顺序和钎料、钎剂位置对钎焊质量有直接的影响。合适的顺序是:先在钢基体和硬质合金焊接位置上撒上钎剂或涂上钎剂,在固定的钢基体放上钎料,然后放上硬质合金。
(3)焊接后的冷却速度是影响钎焊裂纹的主要因素之一。冷却时硬质合金表面产生瞬间拉应力,由于硬质合金的抗拉应力远低于抗压应力,所以控制好焊接后的冷却速度非常重要。通常做法是将焊后工件立即没入石灰粉或木炭粉中,使工件缓慢冷却。这种方法操作简单,有一定回火去应力的效果,但是无法控制回火温度和效果。如果能在焊后马上将工件放入回火炉中,以320~350℃回火6 h.及时低温回火处理能消除部分钎焊应力,减少裂纹产生,延长硬质合金工具的使用寿命。
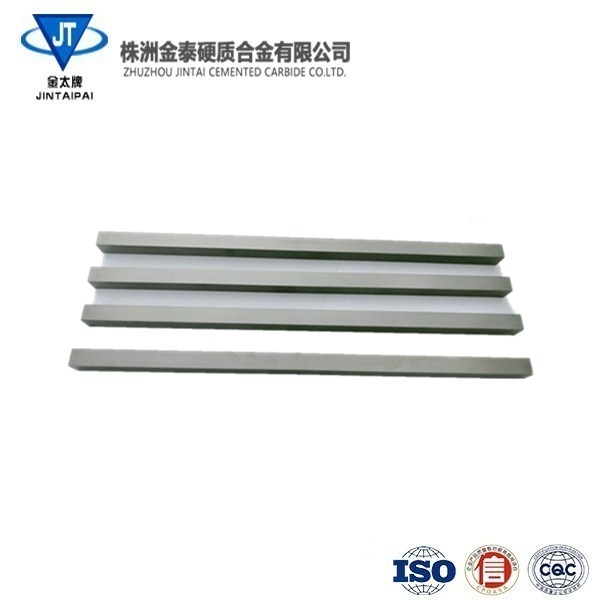
钎焊工艺质量检验及方法:
焊缝间隙(焊缝厚度)是确保焊接质量的重要参数。焊缝层过薄,会发生流动填充不充分(钎不透)的缺陷,使焊接强度下降和焊接应力增加;而焊缝层过厚,则毛细作用减弱,也会导致填充不充分(钎不透)的现象,即便是填充充分,焊缝的强度也会下降,甚至自由钎料本身的强度。
因而大小适中的焊缝层厚度对减小焊接应力和增强焊缝牢度有很大的关系。验证可行的钎焊工艺一般只检查焊好胚件的硬质合金与钢基体焊缝质量以及硬质合金本身有无裂纹存在,通过对胚件成品或试片进行肉眼或显微镜观察,正常的焊缝应均匀无黑斑、气孔、裂纹;检查焊缝厚度是否符合设计要求。硬质合金钎焊胚件位置是否符合要求.
![]() 地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
![]() 电话: 黄经理 177 7331 8062
电话: 黄经理 177 7331 8062
![]() 邮箱:2433116560@qq.com
邮箱:2433116560@qq.com